



サステナビリティ

工場でのサステナブルな取り組み
イブでは人と地球の豊かな未来を想い、
サステナブルな社会の実現に向けて日々さまざまな取り組みを進めています。



取り組み01
廃棄量削減
錠剤包装シートの余白を削減
全イブ製品にて、錠剤包装シートの余白を縮小したシートへと設計変更を行い、年間約2.5トン※の廃棄削減を実現。世界的に「SDGs 17の目標」への取り組みが始まったすぐ後の2017年から、イブでは環境に配慮した製造の改善を行っています。
効果算出のベースにした生産量の年:2017年9月〜2018年8月

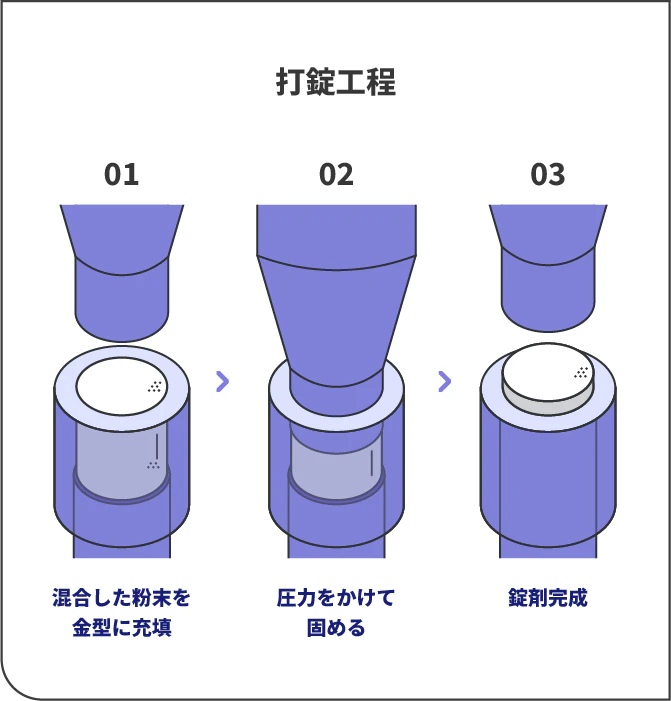
打錠工程を改善
錠剤を作るためには、薬の製造処方に従い混合された粉末を金型に充填して圧縮し、おなじみの錠剤の形に成型します。この工程を「打錠」といいます。イブA錠の生産において、イブプロフェン特有の打錠障害への対策を施し、収率を向上させることで、年間約0.3トン※の廃棄削減に成功しました。
効果算出のベースにした生産量の年:2021年
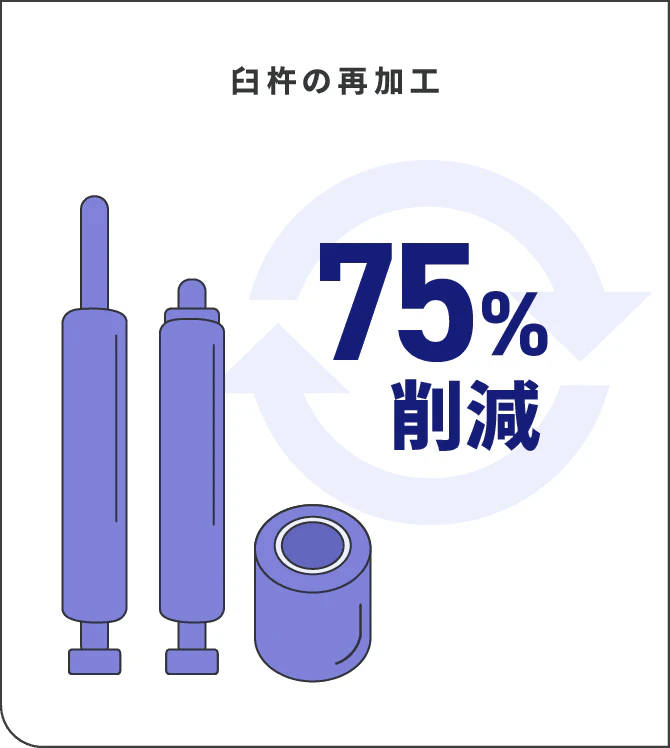
打錠工程の臼杵再加工による廃棄削減
強い圧力をかけて粉を錠剤の形にしますので、臼杵が破損してきます。
これまでは規定回数に達した臼杵は廃棄していましたが、サプライヤーと協力し、再加工により同じ臼杵を再利用することが可能となり、75%の廃棄削減を達成することができました。
さらにその他の製造工程も改善
イブクイック頭痛薬DXでは、打錠以外の製造工程も見直し、改善することで年間約4.3トン※の廃棄を削減しました。
効果算出のベースにした生産量の年:2019年
取り組み02
生産時間短縮
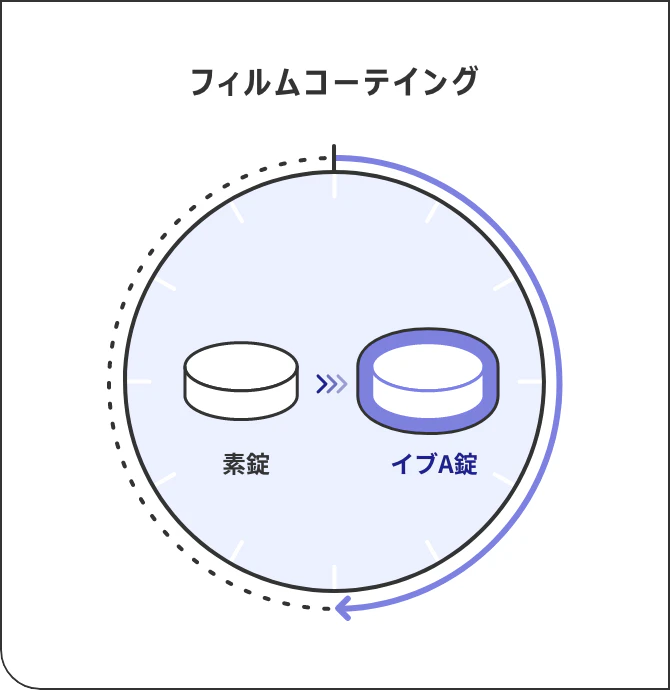
コーティング処方を変更
ほとんどのイブ製品では、飲みやすくするためにフィルムコーティングをしています。イブA錠では、この処方を最適化することで、コーティング工程を約50%※削減しています。
従来の乾燥時間と比較
コーティングの乾燥工程を改善
コーティングの乾燥工程を改善することで、イブクイック頭痛薬DXでは約50%※、イブクイック頭痛薬では約64%※の乾燥時間を短縮 。生産時間が短縮されたことで、消費電力の削減を実現しています。
従来の乾燥時間と比較
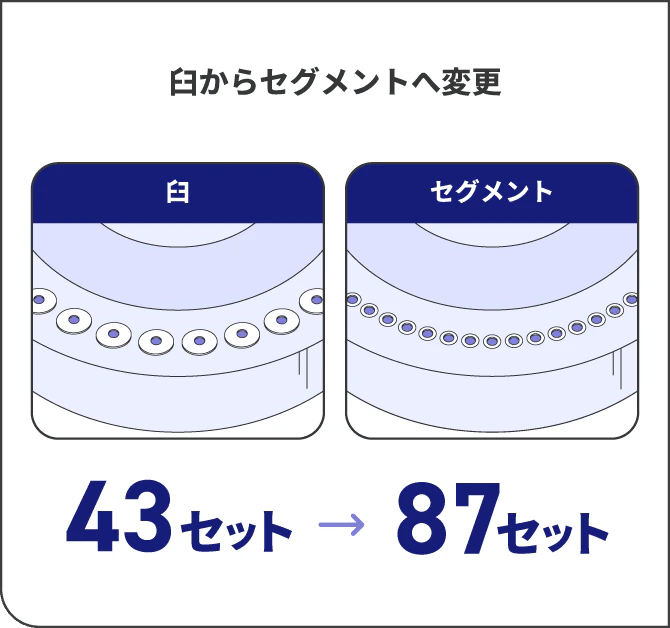
一度に生産される錠剤数を増やし、生産時間短縮
打錠工程で粉を錠剤の形に成形する際に、臼と杵を使います。
その臼をセグメント(孔の空いているプレート)に変更したことで杵の本立数が43セットから87セットに増加、一度に打てる錠剤数を増やして生産時間を短縮しました。
取り組み03
CO2削減
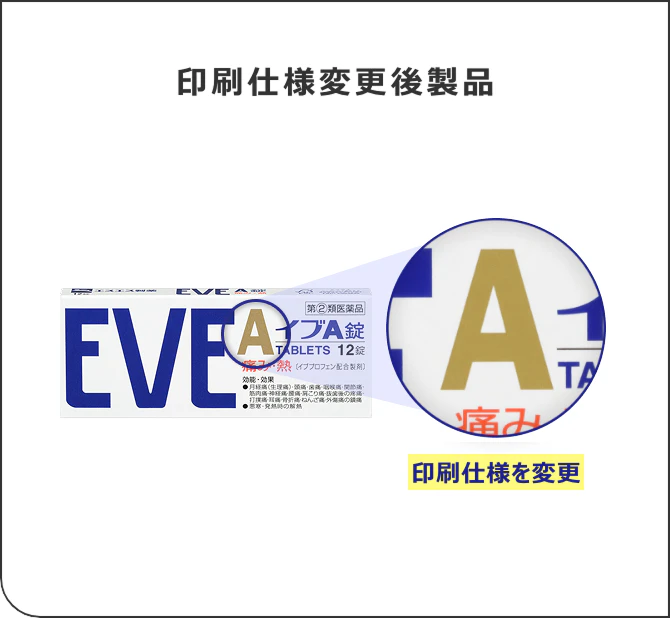
パッケージ(紙箱)の印刷仕様を見直し
これまでイブA錠の紙箱の「A」部分は、光沢感のために金色のアルミ箔を貼付していましたが、2023年10月から徐々に使用を取りやめ、印刷仕様を変更。アルミ箔の生産には多くの電力が使われており、アルミ箔材及びアルミ箔の貼付工程をなくすことで、例えばイブA錠 60錠では、以前と比べて約32%、年間約40.4トン※のCO2削減につながっています。
大日本印刷株式会社(DNP)調べ SuMPOに認証された「DNPライフサイクルCO₂認証システム:CCS-21-000-01」にて算定
ご購入はお近くの薬局・ドラッグストアまたはオンラインにて
MAT-JP-2507920-1.0-12/2025
最終更新日:2025年12月08日